六安生产激光切割加工折弯厂家
发布时间:2023-08-04 00:17:18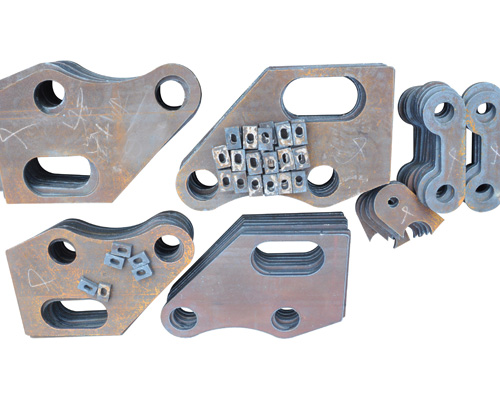
六安生产激光切割加工折弯厂家
钢材应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、钢材是钢锭、钢坯或钢材通过压力加工制成需要的各种形状、尺寸和性能的材料。钢材的标准是对重复性事物和概念所做的统一规定。它以科学、技术和实践经验的综合成果为基础,经有关方面协商一致,由主管机构批准,以特定形式发布,作为共同遵守的准则和依据。目前,我国钢铁产品执行的标准有国家标准(GB、GB/T)、行业标准(YB)、地方标准和企业标准。

六安生产激光切割加工折弯厂家
手工等离子切割:检查空气压力、冷却水确认正常。检查切割机各指示灯确认指示正常。检查三相电源供给正常。各种钢板切割方法的适用范围和消耗材料要求。适用于钢板火焰切割的材料应具备如下性能:金属能同氧气发生剧烈的燃烧反应并放出足够的反应热。金属的燃点要低于它的熔点,否则金属在达到燃点前就被熔化了,达不到气割的目的。燃烧生成的金属氧化物(熔渣)的熔点要低于金属的熔点。金属的热导率不能太高。目前,主要用于火焰切割的材料有低、中碳素钢,铸钢和普低合金钢。

六安生产激光切割加工折弯厂家
挤压筒和挤压垫太脏,粘有油污、水分、石墨等。钢板挤压筒、挤压垫磨损超差,挤压筒和挤压垫尺寸配合不当,同时使用的两个垫片之直径差超过允许值。润滑油中含有水。铸锭表面铲槽太多,过深,或铸锭表面有气孔、砂眼,组织疏松、有油污等。钢板更换合金时,筒内未清理干净。挤压筒温度和挤压铸锭温度过高。铸锭温度、尺寸超过允许负偏差。铸锭过长,填充太快,铸锭温度不均,引起非鼓形填充,因而筒内排气不完全,或操作不当,未执行排气工序。钢板模孔设计不合理,或切残料不当,分流孔和导流孔中的残料被部分带出,挤压时空隙中的气体进入表面。

六安生产激光切割加工折弯厂家
钢板加工工艺或步骤,其主要的,是有铸坯、加热、轧制、修边定尺和包装这五个。在五个工艺或步骤中,轧制是比较重要的,而且,对不同厚度的钢板,其在轧制上,是有一定区别的,比如薄板、中板和厚板这三个,其在轧制要求上,肯定是有所不同的,不可能是完全一样的。钢板加工,其的广泛定义,是什么。此外,其所需要的机械设备,主要是有哪些?钢板加工,其的广泛定义,是为:从原材料到半成品以及成品的整个阶段,其所包含的一系列动作,我们将其称之为钢板加工。而其所需要的机械设备,是有钻床、刨床、氧割以及电焊机等这些。如果,用来做预埋件的话,那么,只需氧割和电焊机这两个。

六安生产激光切割加工折弯厂家
钢板是一种有机涂层的钢板,这种材料颜色鲜艳,且耐腐蚀性较好,强度高,成本低,故在当前受到了各方面人士的欢迎,至于钢板的质量的好坏,主要还是取决于它的材质的选择,依据金属材料的各项性能来判断的。而钢板的厚度与钢板的质量并没有直接的关系,所以提醒大家在购买钢板的时候不要相信其越厚质量越高的言论。实际购买时,钢板的厚度应该根据你的实际的需求而定,不要因选择过厚的厚度,而与你的实际要求不相符,这样不仅达不到预期的使用效果,可能还会有反作用。用手指或用硬物敲击彩涂钢板,材质比较好的金属声音则是比较响亮、清脆的,材质假如较差的话,发出来的声音会是闷的,金属声音不明显。

六安生产激光切割加工折弯厂家
挤压筒和挤压垫太脏,粘有油污、水分、石墨等;也可能是润滑油中含有水;铸锭表面铲槽太多,过深,或铸锭表面有气孔、砂眼,组织疏松、有油污等。铸锭过长,填充太快,铸锭温度不均,引起非鼓形填充,因而筒内排气不完全,或操作不当,未执行排气工序;挤压筒、挤压垫磨损超差,挤压筒和挤压垫尺寸配合不当,同时使用的两个垫片之直径差超过允许值;铸锭温度、尺寸超过允许负偏差。更换合金时,筒内未清理干净;挤压筒温度和挤压铸锭温度过高;还有可能是模孔设计不合理,或切残料不当,分流孔和导流孔中的残料被部分带出,挤压时空隙中的气体进入表面。